
9.3. CÁC PHƯƠNG PHÁP ĐÚC ĐẶC BIỆT
Đúc trong khuôn cát có một số nhược điểm không thỏa mãn được yêu cầu về số lượng và chất lượng đòi hỏi ngày càng tăng. Việc xuất hiện một loạt các dạng đúc mới gọi là đúc đặc biệt đã đáp ứng phần lớn các yêu cầu đó.
Những dạng đúc đặc biệt sau đây là những dạng đang phổ biến trong sản xuất hiện nay:
9.3.1. Đúc trong khuôn kim loại
Thực chất đúc trong khuôn kim loại là điền đầy kim loại lỏng vào khuôn chế tạo bằng kim loại. Do khuôn kim loại có tính chất cơ lý khác vật liệu khuôn cát nên nó có những đặc điểm sau:
v Ưu điểm
– Tốc độ kết tinh của hợp kim đúc lớn nhờ khả năng trao đổi nhiệt của hợp kim lỏng với thành khuôn cao, do đó cơ tính của vật đúc đảm bảo tốt.
– Độ bóng bề mặt, độ chính xác của lòng khuôn cao nên tạo ra chất lượng vật đúc tốt.
– Tuổi thọ của khuôn kim loại cao.
– Do tiết kiệm được thời gian làm khuôn nên nâng cao năng suất, giảm giá thành.
v Nhược điểm
– Khuôn kim loại không đúc được các vật đúc quá phức tạp, thành mỏng và khối lượng lớn
– Khuôn kim loại không có tính lún và không có khả năng thoát khí. Điều này sẽ gây ra những khuyết tật của vật đúc.
– Giá thành chế tạo khuôn cao.
– Phương pháp này chỉ thích hợp trong dạng sản xuất hàng loạt với vật đúc đơn giản, nhỏ hoặc trung bình.
9.3.2. Đúc ly tâm

Mục Lục
YouTube Video
Thực chất đúc ly tâm là điền đầy hợp kim lỏng vào khuôn quay. Nhờ lực ly tâm sinh ra khi quay sẽ làm hợp kim lỏng phân bố lên thành khuôn và đông đặc tại đó.
Dạng đúc đặc biệt trong khuôn quay có đặc điểm:
v Ưu điểm
– Tổ chức kim loại mịn chặt, không tồn tại các khuyết tật rỗ khí, rỗ co ngót.
– Tạo ra vật đúc có lỗ rỗng mà không cần thao.
– Không dùng hệ thống rót phức tạp nên ít hao phí kim loại.
– Tạo ra vật đúc gồm một vài kim loại riêng biệt trong cùng một vật đúc.
v Nhược điểm
– Có hiện tượng thiên tích vùng theo diện tích ngang của vật đúc, do mỗi phần tử có khối lượng khác nhau chịu lực ly tâm khác nhau.
– Khi đúc ống, đường kính lỗ kém chính xác và có chất lượng bề mặt kém.
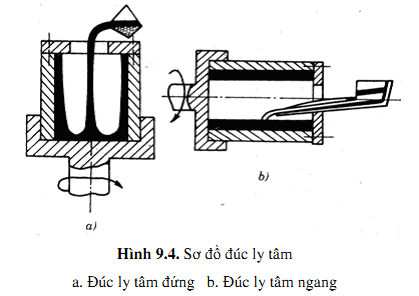
Trên hình 9.4 giới thiệu hai phương pháp đúc ly tâm: đúc ly tâm có trục quay thẳng đứng (Hình 9.4 – a) và đúc ly tâm có trục quay nằm ngang (Hình 9.4 – b).
9.3.3. Đúc áp lực
Khi hợp kim lỏng được điền đầy vào lòng khuôn dưới áp lực nhất định thì gọi là đúc áp lực. Tùy theo yêu cầu, áp lực có thể nhỏ bằng cách hút chân không lòng khuôn gọi là đúc áp lực thấp hoặc áp lực lớn tạo ra bởi píttông gọi là đúc áp lực cao.
YouTube Video
Đúc áp lực có đặc điểm sau:
v Ưu điểm
– Đúc được vật đúc phức tạp, thành mỏng (1¸5mm) đúc được các loại lỗ có kích thước nhỏ.
– Độ bóng và độ chính xác cao.
– Cơ tính vật đúc cao nhờ mật độ vật đúc lớn.
– Năng suất cao nhờ điền đầy nhanh và khả năng cơ khí hóa thuận lợi.
v Nhược điểm
– Không dùng được thao cát vì dòng chảy có áp lực. Do đó hình dạng lỗ hoặc mặt trong phải đơn giản.
– Khuôn chóng bị mài mòn do dòng chảy có áp lực của hợp kim ở nhiệt độ cao.
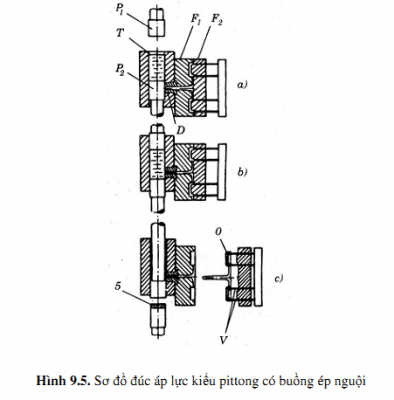
Trên hình 9.5 giới thiệu sơ đồ nguyên lý máy đúc áp lực kiểu píttông có buồng ép nguội.
Hợp kim lỏng đã định lượng cho vào khuôn ép (P2) – hình 9.5 – a.
Khi píttông ép (P1) thực hiện hành trình ép (Hình 9.5 – b), hợp kim lỏng T ép lên píttông (P2) đi xuống. Cửa (D) sẽ dẫn hợp kim lỏng qua rãnh dẫn vào lòng khuôn (4). Khuôn đúc gồm hai phần, phần tĩnh và phần động (F1, F2) có cơ cấu đóng mở. Vật đúc sau khi đông đặc được lấy ra theo phần động của khuôn. Lúc này píttông P2 thực hiện sự dịch chuyển ngược để lấy phần hợp kim thừa (5) khỏi miệng xilanh, vật đúc (O) được lấy ra nhờ phần động (V) (Hình 9.5 – c) và lại chuẩn bị cho hành trình ép tiếp theo.
9.3.4. Đúc liên tục
Đúc liên tục là một quá trình rót liên tục hợp kim lỏng vào khuôn kim loại có hệ thống làm nguội tuần hoàn và lấy vật đúc ra liên tục.
Khi ngắt quãng quá trình rót và lấy vật đúc thì gọi là đúc bán liên tục. Trong sản xuất, đúc bán liên tục là dạng phổ biến để chế tạo ra các sản phẩm dạng thanh hoặc ống có tiết diện không đổi.
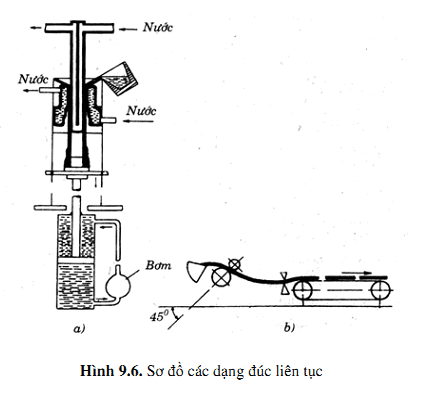
Trên hình 9.6 giới thiệu các dạng đúc liên tục: đúc thanh kim loại; đúc ống kim loại (a) và dạng đúc các dải hoặc tấm kim loại (b).
Hiện nay các nước trên thế giới sử dụng phát triển đúc liên tục rất mạnh để chế tạo sản phẩm thép. Ví dụ ở Trung quốc; sản lượng đúc liên tục mỗi năm tăng 10 triệu tấn. Các xí nhiệp luyện gang thép lớn dùng 100% đúc liên tục để chế tạo sản phẩm.

YouTube Video
9.3.5. Đúc khuôn mẫu chảy
Đây là một dạng đúc đặc biệt trong khuôn dùng một lần. Thực chất của đúc theo khuôn mẫu chảy tương tự như đúc khuôn cát. Nhưng cần phân biệt hai điểm sau đây:
Lòng khuôn được tạo ra nhờ mẫu là vật liệu dễ bị chảy. Do đó việc lấy mẫu ra khỏi lòng khuôn thực hiện bằng nung chảy mẫu rồi rót ra theo hệ thống rót.
Vật liệu chế tạo khuôn bằng chất liệu đặc biệt nên chỉ cần độ dày nhỏ (6 ¸ 8mm) nhưng rất bền, thông khí tốt, chịu nhiệt.
YouTube Video
Những đặc điểm của đúc theo khuôn mẫu chảy là:
v Ưu điểm
– Vật liệu đúc có độ chính xác cao nhờ lòng khuôn không phải lắp ráp theo mặt phân khuôn, không cần chế tạo thao riêng.
– Độ nhẵn bề mặt bảo đảm do bề mặt lòng khuôn nhẵn, không cháy khuôn …
– Vật đúc có thể là vật liệu khó nóng chảy, nhiệt độ rót cao.
v Nhược điểm
– Quy trình chế tạo một vật đúc gồm nhiều công đọan nên năng suất không cao. Do vậy ngời ta phải cần cơ khí hóa hoặc tự động hóa quá trình sản xuất.
– Đúc theo khuôn mẫu chảy chỉ thích hợp để chế tạo các vật đúc với kim loại quý cần phải tiết kiệm, những chi tiết đòi hỏi chính xác cao…
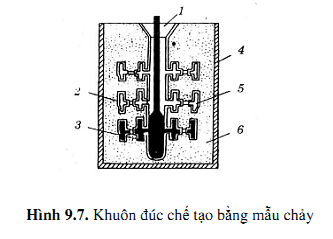
Trên hình 9.7 giới thiệu một dạng khuôn đúc chế tạo bằng mẫu chảy.















![Toni Kroos là ai? [ sự thật về tiểu sử đầy đủ Toni Kroos ]](https://evbn.org/wp-content/uploads/New-Project-6635-1671934592.jpg)


